


. Як правильно підготуватися і читати молитви вдома")



? підтримуй статут, і через якийсь час він сам підтримає тебе")

















При виготовлення саморобних друкованих плат такі тонкі отвори не дуже потрібні, але типові свердла діаметром від 0,5 до 0,7 мм теж досить крихкі і це технологічне пристосування може істотно продовжити термін їх служби.

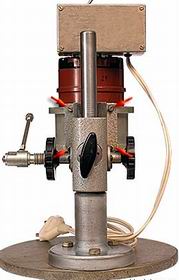
Основою конструкції даного верстата є асинхронний двигун змінного струму типу адп-1262. Ротор цього двигуна представляє з себе порожнистий алюмінієвий стакан з товщиною стінки приблизно 0,5 мм. Статор адп – 1262 займає все інше вільний простір. У ньому є вузька циліндрична щілина, в якій з дуже маленьким зазором обертається ротор. Зрозуміло, що вага такого ротора мізерно малий, тому його інерційними властивостями в першому наближенні можна знехтувати, особливо враховуючи вагу затискного патрона. Крім усього іншого, двигун володіє дуже м’якою характеристикою. При зменшення оборотів двигуна, зменшується і момент сили на валу. Все це гарантує довгий термін служби будь-яким тонких свердел в разі заклинювання і при перевищенні допустимого максимального крутного моменту на ріжучої кромці.
У ролі тримача свердел я взяв досить широко поширений трьох кулачковий патрон типу 6в10, який дозволяє затискати свердла діаметром до 6мм.

Станина зроблена з двох основних частин. Стійка позиція 1 і рейковий механізм позиція 2 взяті від оптичного мікроскопа мбс-1. Підстава позиції три вирізано з сталевого листа товщиною 1 сантиметр.
Двигун кріпиться допомогою хомута, який закріплений до подає механізму 4 гвинтами. Вони показані червоними стрілками на малюнку вище. Отвори зроблені в вершинах квадрата, тому двигун можна розмістити не тільки вертикально, але також і горизонтально.

Патрон кріпиться за допомогою фасонної втулки, із зовнішнього боку якої проточується конус №1, а всередині зроблено отвір під перехідну посадку, рівну діаметру вала двигуна близько 6мм.втулка виготовлена на токарному верстаті за один присід. Тобто, під час проточки конуса і отвори (не свердління), заготівля була закріплена в верстаті і лише тільки потім відрізана.
Для відмінної фіксації і вибору цілком ймовірної несоосности, у втулці є шість різьбових отворів м3 для стопорних гвинтів. У валу двигуна є 6 поглиблень, в які і встають дані стопорні гвинти. Отвори проробляються в шаховому порядку, що дозволяє гарантовано вибрати несоосность, якщо вона навіть з’явиться в результаті зносу сполучаються поверхонь. Гвинти стопоряться стопорною фарбою або фіксатором різьблення.
На верхньому вильоті вала двигуна є закріплений фланець з невеликим прорізом, який разом з планкою на корпусі двигуна є ніщо інше як класичний стопорний механізм. Він дозволяє в ручну затягувати патрон без застосування ключа. Застосування ключа асиметрує затискний механізм і призводить до сильного і нерівномірного зносу, що є основною причиною биття свердла. При використанні тонких свердел, це викликає відчутний ексцентриситет робочої частини свердла.
Навчальний посібник для підготовки
Робітників на виробництві
Практикум по слюсарних роботах
Управління свердлильним верстатом
Обмеження ходу шпинделя регулюють, переміщаючи його у вертикальному напрямку при повороті рукоятки підйому і опускання пінолі (рис. 149). Повертати рукоятку слід плавно, без ривків, від верхнього до нижнього упору вертикального ходу шпинделя. При подачі свердла вниз його вершина з ріжучими крайками не повинна стикатися з площиною столу.

Рис. 149. Вертикальне переміщення шпинделя зі свердлом
Крім того, налагодження свердлильного верстата може здійснюватися вертикальним переміщенням хобота (верстат нс-12), для чого слід відвернути на один оборот рукоятку затиску хобота. Поворотом рукоятки підйому хобота його переміщують вгору по колонці верстата і після установки на необхідну висоту закріплюють на ній.
Налагодження свердлильного верстата може здійснюватися також підйомом і опусканням столу (у верстатів, де це передбачено конструкцією). При низькому розташуванні столу верстата збільшується плече шпинделя, що призводить до зниження точності свердління і великій витраті часу на підведення свердла до деталі.
Наладку свердлильного верстата на задану глибину свердління здійснюють по втулкових упорах на свердлі (рис. 150) або вимірювальної лінійці, закріпленої на верстаті (рис. 151). Для налагодження свердло підводять до поверхні деталі, свердля на глибину конуса свердла, і відзначають за стрілкою (покажчиком) початкове показання на лінійці. Потім до цього показання додають задану глибину свердління і отримують позначку, до якої слід проводити свердління.

Рис. 150. Свердління некрізних отворів по втулковому упору на свердлі
Рис. 151. Свердління по упору на лінійці:
1 – упор
Наприклад, необхідно просвердлити глухе отвір на глибину 10 мм. Для цього слід підвести свердло і засвердлити деталь на глибину, рівну висоті конуса свердла, потім відрахувати за вказівником розмір (наприклад, 26 мм), тоді сума отриманого свідчення із заданою глибиною свердління складе 26 + 10 = 36 мм. При свердлінні отвору слід стежити за переміщенням лінійки. Коли розмір 36 співпаде з покажчиком, свердління необхідно припинити. Глибина свердління буде дорівнює 10 мм.
Деякі типи верстатів, крім лінійки, мають механізми автоматичної подачі з лімбами, які визначають хід свердел на необхідну глибину.
Набридло, загалом то, свердлити плати ручною свердлилкою тому вирішено було виготовити невеликий свердлильний верстат виключно для друкованих плат. Конструкцій в інтернеті повним повно, на будь-який смак.подивившись кілька описів подібних свердлилок, прийшов до рішення повторити свердлильний верстат на основі елементів від непотрібного, старого cd rom’a. Зрозуміло, для виготовлення цього свердлильного верстата доведеться використовувати матеріали ті, що знаходяться під рукою.
Від старого cd rom’a для виготовлення свердлильного верстата беремо тільки сталеву рамку зі змонтованими на ній двома напрямними і каретку, яка пересувається по напрямних. На фото нижче все це добре видно.
 на рухомий каретці буде укріплений електродвигун свердлилки. Для кріплення електродвигуна до каретки був виготовлений г-подібний кронштейн з смужки сталі товщиною 2 мм.
на рухомий каретці буде укріплений електродвигун свердлилки. Для кріплення електродвигуна до каретки був виготовлений г-подібний кронштейн з смужки сталі товщиною 2 мм.

У кронштейні свердлимо отвори для вала двигуна і гвинтів його кріплення.
У першому варіанті для свердлильного верстата був обраний електродвигун типу дп25-1,6-3-27 з напругою живлення 27 в і потужністю 1,6 вт. Ось він на фото:

Як показала практика, цей двигун слабенький для виконання свердлильних робіт. Потужності його (1,6 вт) недостатньо – при найменшому навантаженні двигун просто зупиняється.
Ось так виглядав перший варіант свердлилки з двигуном дп25-1,6-3-27 на стадії виготовлення:

Тому довелося шукати інший електродвигун-потужніший. А виготовлення свердлильного верстата застопорилося…
Продовження процесу виготовлення свердлильного верстата.
Через деякий час потрапив в руки електродвигун від розібраного несправного струменевого принтера canon:

На двигуні немає маркування, тому його потужність невідома. На вал двигуна насаджена сталева шестерня. Вал цього двигуна має діаметр 2,3 мм. Після зняття шестерні, на вал двигуна був надітий цанговий патрончик і зроблено кілька пробних свердел свердлом діаметром 1 мм. Результат був обнадійливим – » принтерний ” двигун був явно могутніше двигуна дп25-1,6-3-27 і вільно свердлив текстоліт товщиною 3мм при напрузі живлення 12 в.
Тому виготовлення свердлильного верстата було продовжено…
Кріпимо електродвигун за допомогою г-образного кронштейна до рухомої каретки:


Підстава свердлильного верстата виготовлено зі склотекстоліту товщиною 10мм.
На фото-заготовки для основи верстата:

Для того, щоб свердлильний верстаток не совався по столу під час свердління, на нижньому боці встановлені гумові ніжки:

Конструкція свердлильного верстата-консольного типу, тобто несуча рамка з двигуном закріплена на двох консольних кронштейнах, на деякій відстані від основи. Це зроблено для того, щоб забезпечити свердління досить великих друкованих плат. Конструкція ясна з ескізу:




Робоча зона верстатка, видно білий світлодіод підсвічування:

Ось так реалізована підсвічування робочої зони. На фото спостерігається надлишкова яскравість освітлення. Насправді-це помилкове враження (це відблискує камера) – в реальності все виглядаєДуже добре:

Консольна конструкція дозволяє свердлити плати шириною не менше 130 мм і необмеженою (в розумних межах) довжиною.
Вимір розмірів робочої зони:

На фото видно, що відстань від упору в основу свердлильного верстата до осі свердла становить 68мм, що і забезпечує ширину оброблюваних друкованих плат не менше 130мм.
Для подачі свердла вниз при свердлінні є натискний важіль-видно на фото:

Для утримання свердла над друкованою платою перед процесом свердління, і повернення його у вихідне положення після свердління, служить поворотна пружина, яка надіта на одну з напрямних:

Система автоматичного регулювання обертів двигуна в залежності від навантаження.
Для зручності користування свердлильним верстатом було зібрано і випробувано два варіанти регуляторів частоти обертання двигуна. У первинному варіанті свердлилки з електродвигуном дп25-1,6-3-27 регулятор був зібраний за схемою з журналу радіо № 7 за 2010 рік:

Цей регулятор працювати як годиться не захотів, тому був безжально викинутий у сміття.
Для другого варіанту свердлильного верстата, на основі електродвигуна від струменевого принтера canon, на сайті котів-радіоаматорів була знайдена ще одна схема регулятора частоти обертання валу електродвигуна:

Даний регулятор забезпечує роботу електродвигуна в двох режимах:
- при відсутності навантаження або, іншими словами, коли свердло не стосується друкованої плати, вал електродвигуна обертається зі зниженими оборотами (100-200 об/хв).
- при збільшенні навантаження на двигун регулятор збільшує обороти до максимальних, тим самим забезпечуючи нормальний процес свердління.
Регулятор частоти обертання електродвигуна зібраний за цією схемою заробив відразу без настройки. У моєму випадку частота обертання на холостому ходу склала близько 200 об/хв.у момент торкання свердла друкованої плати-обороти збільшуються до максимальних. Після завершення свердління, цей регулятор знижує обороти двигуна до мінімальних.
Регулятор обертів електродвигуна був зібраний на невеликій друкованій хустці:

Транзистор кт815в забезпечений невеликим радіатором.
Плата регулятора встановлена в задній частині свердлильного верстата:

Тут резистор r3 номіналом 3,9 ом був замінений на млт-2 номіналом 5,6 ом.
Випробування свердлильного верстата пройшли успішно. Система автоматичного регулювання частоти обертання валу електродвигуна працює чітко і безвідмовно.
Невеликий відеоролик про роботу свердлильного верстата.
















{kind=link}