


. Як правильно підготуватися і читати молитви вдома")



? підтримуй статут, і через якийсь час він сам підтримає тебе")

















Введення
1. Класифікація металів
2. Різновиди правки металів
3. Основи використання інструментарію
4. Характеристика процесу правки
5. Характеристика процесу згинання
Висновок
Список використаної літератури
Введення
Правкою називається операція з усунення дефектів заготовок і деталей у вигляді увігнутості, опуклості, хвилястості, викривлення, викривлення і т.д. Її сутність полягає в стисненні опуклого шару металу і розширенні увігнутого.
Метал піддається правці, як в холодному, так і в нагрітому стані. Вибір того чи іншого способу правки залежить від величини прогину, розмірів і матеріалу заготовки (деталі).
Правка може бути ручною (на сталевій або чавунній правильній плиті) або машинної (на правильних вальцях або пресах).
За прийомами роботи і характером робочого процесу до правки металів дуже близько стоїть інша слюсарна операція – згинання металів. Згинання металів застосовується для додання заготівлі зігнутої форми згідно з кресленням. Сутність її полягає в тому, що одна частина заготовки перегинається по відношенню до іншої на будь-якої заданий кут. Напруги вигину повинні перевищувати межу пружності, а деформація заготовки повинна бути пластичною. Тільки в цьому випадку заготівля збереже надану їй форму після зняття навантаження.
1. Класифікація металів
В житті нашої країни, в розвитку її господарства величезну роль відіграють виробництво і обробка металів.
У машинобудуванні широко застосовуються сплави заліза з вуглецем – сталь і чавун (чорні метали), які найбільш доступні і дешеві, а також кольорові метали (мідь, алюміній та ін.) і їх сплави (дюралюміній, латунь, бронза та ін.).
Тому найважливіше завдання нашої промисловості і полягає в тому, щоб в першу чергу розвивати чорну і кольорову металургію і на цій базі забезпечити швидке зростання машинобудування.
Слід мати на увазі, що всі метали повинні бути правильно підібрані не тільки щодо властивостей, але і якості.
Правильно вибрати метали і сплави для різних цілей і визначити їх якість допомагає нам наука про метали-металознавство.
Металознавством називається наука, що вивчає будову і властивості металів і сплавів в їх взаємозв’язку.
Ця наука не тільки пояснює внутрішню будову і властивості металів і сплавів, але допомагає передбачити їх, а також змінювати їх властивості.
Найпростіші відомості про метали були отримані ще в далекому минулому. Але ці відомості не носили наукового характеру аж до xix ст.тільки з розвитком фізики, хімії та інших наук вчення про метали набуло струнку систему і досягло сучасного високого наукового рівня.
У розвитку науки про метали виключно великі заслуги мають багато наших співвітчизників. Серед них видатна роль належить п. П. Аносову, який створив на златоустівському заводі основи виробництва високоякісної сталі для виготовлення булатних клинків, вперше в 1831 р. При вивченні структури металів застосував мікроскоп і відкрив спосіб газової цементації (науглероживания) стали.
Д. К. Чернов поглибив наукові методи вивчення металів і поклав початок металографії – науці про внутрішню будову металів.
У подальшому розвитку металознавства великі заслуги мають радянські вчені н. С.курнаков, а. А. Байков, а. А. Бочвар, с. С. Штейнберг і багато інших. Видатна роль в розробці теорії і практики виробництва металів належить академікам м.а. Павлову, і. П. Бардіну та іншим науковим і виробничим працівникам.
Успіхи наукового дослідження металів мають величезне практичне значення, так як дозволяють правильно вирішувати питання про способи обробки металів і їх використання для різних цілей.
Всі метали і металеві сплави в твердому стані є тілами кристалічними.
Тверді, рідкі і газоподібні речовини, які зустрічаються в природі, являють собою різноманітні поєднання простих речовин, званих хімічними елементами. В даний час в природі налічується близько 100 елементів. Вивчення властивостей хімічних елементів дозволило розділити їх на дві групи: метали і неметали (металоїди).
Приблизно дві третини всіх елементів є металами. Металами називаються хімічні елементи (прості речовини, що складаються з однакових атомів), характерними ознаками яких є непрозорість, хороша провідність тепла і електричного струму, особливий «металевий» блиск, ковкість. При нормальній, кімнатній температурі всі метали (крім ртуті) є твердими речовинами. Останнім часом завдяки розвитку хімічного виробництва поряд з металами велике значення набули неметали.
Неметали не мають властивостей, характерних для металів: у них відсутній «металевий» блиск, вони крихкі, погано проводять тепло і електрику.
У металопромисловості з неметалевих речовин велику роль відіграють кисень, вуглець, кремній, фосфор, сірка, водень, азот.
Яскраво вираженими металевими і неметалевими властивостями володіють далеко не всі елементи. Наприклад, ртуть в порівнянні з іншими металами є поганим провідником тепла і електричного струму, але в порівнянні з неметалевими речовинами вона все ж може розглядатися як відносно хороший провідник. Тому елементи слід відносити до металів або неметалів за їх властивостями (металевим або неметалевим) найбільш сильно вираженим.
У практиці хімічно чисті метали майже не використовуються. Це пояснюється труднощами їх отримання, а також відсутністю у них ряду технічних корисних властивостей. Велике поширення в техніці мають металеві матеріали, які діляться на дві групи: технічно чисті метали і сплави.
Технічно чисті метали – це метали, до складу яких, крім хімічно чистого елемента, в невеликих частках входять і інші елементи.
Сплави-це складні матеріали, які отримують шляхом сплаву одного металу з іншими металами або неметалами. У зв’язку з тим, що сплавів можна надати найрізноманітніші і більш високі механічні, фізичні і технологічні властивості, їх застосування, особливо в машинобудуванні, знаходить більшого поширення, ніж технічно чистих металів. Виготовляючи сплави з різним вмістом елементів, можна надати їм різноманітні властивості, які потрібні для тієї чи іншої деталі.
2. Різновиди правки металів
У своїй роботі слюсар часто стикається з тим, що надходять для обробки заготовки зі смугового пруткового або листового металу бувають погнуті, криві, покороблені або мають випучіни, хвилястість і т.д.
Слюсарна операція, за допомогою якої зігнутої або покоробленной заготівлі або деталі надають правильну геометричну форму, називається правкою.
Правити можна заготовки або деталі з пластичних металів (сталь, мідь і т.д.). Заготовки або деталі з крихких металів правити не можна.
Правка також необхідна після термічної обробки, зварювання, паяння і після вирізання заготовок з листового матеріалу.
Правка може виконуватися двома способами: ручним із застосуванням молотка, кувалди на сталевій, чавунній плиті або ковадлі і машинним із застосуванням правильних валиків, пресів і різних пристосувань.
При ручній правці найкраще користуватися молотком з круглим бойком (а не з квадратним). Молоток повинен мати добре насаджену ручку без сучків і тріщин: поверхня бойка повинна бути гладкою і добре відполірованою.
При правці деталей з остаточно обробленою поверхнею, а також тонких сталевих заготовок або виробів з кольорових металів і сплавів застосовуються молотки з вставками з м’яких металів (міді, латуні, свинцю) або дерева.
Для правки тонкого листового і смугового металу користуються металевими і дерев’яними гладилками і брусками.
В окремих випадках правку оброблених поверхонь виробляють слюсарними молотками, але тоді на місце, що підлягає правці, накладають прокладку з м’якого металу і по ній наносять удари.
При правці в правильних валиках заготовку пропускають між обертовими в різні боки циліндричними валиками. Заготівля, проходячи між валиками, вирівнюється.
Виконуючи правку пресом, заготовку поміщають на дві опори, а потім натискають повзуном преса на опуклу частину і викривлена заготовка виправляється.
Метал піддається правці як в холодному, так і в нагрітому стані. Вибір способу залежить відВеличини прогину, розмірів вироби, а також характеру матеріалу. Правку в нагрітому стані можна проводити в інтервалі температур 800-1000° (для ст. 3), 350-470° (для дюралюмінію). Вище нагрів не допускається, так як це може привести до перепалу металу.
Холодна правка повинна проводитися при температурах нижче 140-150°, але не можна виконувати правку при температурі 0°, так як при нульовій температурі метал легко ламається (хладноломкость) .
3. Основи використання інструментарію
Рис. 1. Правка металів: а-правильна плита, б-напрямок сили і місце ударів при правці
Правильна плита (рис. 1, а). Виготовляється з сірого чавуну суцільної конструкції або з ребрами. Плити бувають наступних розмірів: 1,5×5 м; 1, 5×3 м, 2×2 м і 2×4 м, робоча поверхня плити повинна бути рівною і чистою. Плита повинна бути масивною, важкою і досить стійкою, щоб при ударах молотка не було ніяких струсів.
Плити встановлюються на металевих або дерев’яних підставках, які можуть забезпечити, крім стійкості, і горизонтальність.
Молотки з круглим бойком. Застосовуються найчастіше, так як вони запобігають забоїни і вм’ятини на поверхні випрямляються деталей.
Молотки з вставками з м’яких металів. Вставки можуть бути мідні, свинцеві, а також дерев’яні. Такі молотки застосовуються при правці деталей з остаточно обробленою поверхнею і деталей або заготовок з кольорових металів і сплавів.
Складність правки листового металу залежить від того, якого типу дефект має лист – хвилястість кромки, або опуклість, або вм’ятину в середині листа, або те й інше одночасно (рис. 15).
Рис. 15. Прийоми правки листового металу: а – при деформованій середині листа; б – при деформованих краях листа; в – з використанням дерев’яної гладилки; г-з використанням металевої гладилки.
Під час правки опуклості потрібно наносити удари, починаючи від краю листа у напрямку до опуклості (рис. 15 а, б).
Найбільш поширена помилка полягає в тому, що найсильніші удари наносяться по тому місцю, де опуклість найбільша, а в результаті на опуклій ділянці з’являються невеликі вм’ятини, які ще більше ускладнюють нерівну поверхню. Крім того, метал в таких випадках відчуває дуже сильну деформацію на розрив. Надходити потрібно якраз навпаки: удари повинні ставати слабкіше, але частіше, у міру того як правка наближається до центру опуклості. Лист металу потрібно постійно повертати в горизонтальній площині, щоб удари рівномірно розподілялися по всій його поверхні.
Якщо лист має не один опуклий ділянку, а кілька, потрібно спочатку звести всі опуклості в одну. Для цього наносять удари молотком в проміжках між ними. Метал між опуклостями розтягується, і вони об’єднуються в одну. Потім потрібно продовжувати правку звичайним способом. Якщо середина листа рівна, а краю спотворені хвилями, то послідовність ударів при правці повинна бути протилежною: їх слід наносити, починаючи від середини, просуваючись до вигнутих краях (рис. 15, б). Коли метал в середині листа розтягнеться, хвилі на його краях зникнуть.
Дуже тонкі листи неможливо правити навіть молотками з м’якого матеріалу: вони не тільки залишать вм’ятини, але можуть і порвати тонкий метал.
В цьому випадку для правки застосовують бруски-гладилки з металу або дерева, якими лист вигладжують з обох сторін, періодично його повертаючи. Якість правки можна проконтролювати за допомогою металевої лінійки.
Той, хто брався за правку сталевого листа, знає, що це робота досить важка: поки виправляєш один вигин, на аркуші з’являються інші. Однак цього можна уникнути і тим істотно полегшити роботу. Сталевий лист потрібно укласти для правки нема на гладку плиту, як це зазвичай робиться, а на плиту-підкладку з безліччю дрібних затуплених горбків, рівномірно розташованих на її поверхні. В цьому випадку якість роботи має підвищитися, а трудомісткість – знизитися. Метал під ударами гумового молотка буде як би сам шукати своє місце. При цьому на аркуші утворюються ледь помітні хвилі, при шпаклівці і фарбуванні вони стануть заповнюватися і сприяти тому, що шпаклівка і фарба будуть триматися на металі дуже міцно. Нерівності після покриття металу абсолютно непомітні. Єдина складність-як виготовити вимагається плиту-підкладку. У домашніх умовах її дійсно виготовити важко: горбки зазвичай отримують, прорізаючи на гладкій плиті велике число взаємно пересічних і розташованих близько одна від одної канавок. Зробити це можна на стругальному або фрезерному верстаті, тому, якщо є така можливість, краще нею скористатися.
У своїй практичній роботі слюсар часто стикається з правкою металу того чи іншого профілю або з правкою заготовок.
Правка є підготовчою операцією. Вона може проводитися двома способами: механічним способом – із застосуванням правильних валків, пресів і різних пристосувань і ручним – із застосуванням сталевого загартованого молотка, кувалди, ковадла або плити і допоміжного інструменту – гладилки.
При ручній правці краще користуватися молотком з круглим бойком для запобігання забоїн і вм’ятин на поверхні випрямляються заготовок. Поверхня бойка молотка повинна бути ретельно відшліфована.
Для правки деталей з остаточно обробленою поверхнею, а також тонких сталевих виробів або заготовок з кольорових металів і сплавів застосовують молотки з м’яких матеріалів – мідні, латунні, свинцеві, дерев’яні.
При правці тонкого дроту і тонкого смугового і листового металу застосовують металеві та дерев’яні оправлення, гладилки і прокладки.
Правка смугового і листового матеріалу. при правці викривленої смуги останню утримують лівою рукою і на ковадлі або плиті наносять удари молотком по опуклим місцях широкої сторони смуги, перевертаючи в міру необхідності смугу з одного боку на іншу.
Сила удару регулюється в залежності від величини викривлення і товщини смуги.
Після закінчення правки широкої частини смуги приступають до правки ребра, спочатку сильними ударами, а потім слабкими, повертаючи смугу після кожного удару з одного ребра на інше.
Перевірка випрямленою смуги проводиться на око, а більш точно – лінійкою або на розмічальної плиті.
Правку тонкої смугової сталі виробляють іншим способом, так як від ударів молотком по опуклому ребру тонка смуга буде згинатися в сторони, а дотичні з плитою місця будуть злипатися.
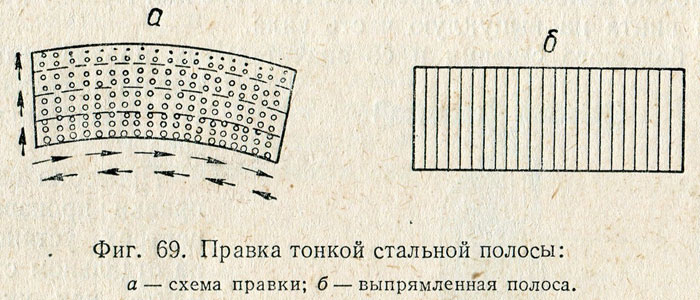
Тонку смугу правлять на плиті: притиснувши її лівою рукою, правою наносять удари молотком по всій довжині смуги, поступово переходячи від нижньої кромки до верхньої, як зазначено на фіг. 69.

Спочатку удари повинні бути сильними, а в міру переходу до верхнього краю вони повинні бути слабкіше, але наноситися частіше. Така правка сприяє витягуванню нижньої кромки, і смуга стає рівною.
Правка листового матеріалу – більш складна операція, так як опуклості на листах в більшості випадків бувають в середині або ж розкидані по всій поверхні листа, і при ударі молотком по опуклим частинам останні не тільки не будуть зменшуватися, а навіть збільшаться за своїми розмірами.
Тому правку листового матеріалу треба вести так:
Лист кладуть на плиту і опуклості обводять крейдою або олівцем. Підтримуючи лист лівою рукою, правою наносять удари молотком від краю листа у напрямку до опуклості, як показано на фіг. 70 стрілками. Удари слід наносити часті, але не сильні. Під дією таких ударів рівна частина листа буде збільшуватися, а опуклість поступово випрямлятися.

У міру наближення до опуклості удари слід робити частіше і слабкіше, одночасно треба стежити, чи поліпшується поверхня листа, чи не залишаються на ньому сліди від ударів молотком і усувається опуклість.
Якщо на аркуші є кілька опуклостей, то удари слід наносити в проміжках між опуклостями, в результаті цього лист розтягується і все опуклості зводяться в одну загальну опуклість, яку виправляють звичайним способом, тобто йдучи від країв нипуклости до середини. Після цього лист перевертають і легкими ударами молотка остаточно відновлюють його прямолінійність.
Дуже тонкі листи вирівнюють на рівній і гладкій плиті.
Правка пруткового матеріалу і валів. довгі прутки і дріт правлять, пропускаючи через фільєри в протяжних верстатах або через обертові ролики в спеціальному правйльном верстаті, або вручну на плиті. Цим способом правлять також і короткі заготовки. Перевірка прямолінійності прутків і заготовок проводиться на плиті або на око.
Вали і заготовки великого перерізу випрямляють на ручному або механічному пресі, для чого вал або заготовка встановлюються на призми столу преса опуклою частиною вгору. Відстань між призмами регулюється.
Зазвичай воно коливається в межах 150-300 мм . Правку виробляють натиском гвинта на опуклу частину вала.
ВалВеличини прогину, розмірів вироби, а також характеру матеріалу. Правку в нагрітому стані можна проводити в інтервалі температур 800-1000° (для ст. 3), 350-470° (для дюралюмінію). Вище нагрів не допускається, так як це може привести до перепалу металу.
Холодна правка повинна проводитися при температурах нижче 140-150°, але не можна виконувати правку при температурі 0°, так як при нульовій температурі метал легко ламається (хладноломкость) .
3. Основи використання інструментарію

Рис. 1. Правка металів: а-правильна плита, б-напрямок сили і місце ударів при правці
Правильна плита (рис. 1, а). Виготовляється з сірого чавуну суцільної конструкції або з ребрами. Плити бувають наступних розмірів: 1,5×5 м; 1, 5×3 м, 2×2 м і 2×4 м, робоча поверхня плити повинна бути рівною і чистою. Плита повинна бути масивною, важкою і досить стійкою, щоб при ударах молотка не було ніяких струсів.
Плити встановлюються на металевих або дерев’яних підставках, які можуть забезпечити, крім стійкості, і горизонтальність.
Молотки з круглим бойком. Застосовуються найчастіше, так як вони запобігають забоїни і вм’ятини на поверхні випрямляються деталей.
Молотки з вставками з м’яких металів. Вставки можуть бути мідні, свинцеві, а також дерев’яні. Такі молотки застосовуються при правці деталей з остаточно обробленою поверхнею і деталей або заготовок з кольорових металів і сплавів.
Складність правки листового металу залежить від того, якого типу дефект має лист – хвилястість кромки, або опуклість, або вм’ятину в середині листа, або те й інше одночасно (рис. 15).
Рис. 15. Прийоми правки листового металу: а – при деформованій середині листа; б – при деформованих краях листа; в – з використанням дерев’яної гладилки; г-з використанням металевої гладилки.
Під час правки опуклості потрібно наносити удари, починаючи від краю листа у напрямку до опуклості (рис. 15 а, б).
Найбільш поширена помилка полягає в тому, що найсильніші удари наносяться по тому місцю, де опуклість найбільша, а в результаті на опуклій ділянці з’являються невеликі вм’ятини, які ще більше ускладнюють нерівну поверхню. Крім того, метал в таких випадках відчуває дуже сильну деформацію на розрив. Надходити потрібно якраз навпаки: удари повинні ставати слабкіше, але частіше, у міру того як правка наближається до центру опуклості. Лист металу потрібно постійно повертати в горизонтальній площині, щоб удари рівномірно розподілялися по всій його поверхні.
Якщо лист має не один опуклий ділянку, а кілька, потрібно спочатку звести всі опуклості в одну. Для цього наносять удари молотком в проміжках між ними. Метал між опуклостями розтягується, і вони об’єднуються в одну. Потім потрібно продовжувати правку звичайним способом. Якщо середина листа рівна, а краю спотворені хвилями, то послідовність ударів при правці повинна бути протилежною: їх слід наносити, починаючи від середини, просуваючись до вигнутих краях (рис. 15, б). Коли метал в середині листа розтягнеться, хвилі на його краях зникнуть.
Дуже тонкі листи неможливо правити навіть молотками з м’якого матеріалу: вони не тільки залишать вм’ятини, але можуть і порвати тонкий метал.
В цьому випадку для правки застосовують бруски-гладилки з металу або дерева, якими лист вигладжують з обох сторін, періодично його повертаючи. Якість правки можна проконтролювати за допомогою металевої лінійки.
Той, хто брався за правку сталевого листа, знає, що це робота досить важка: поки виправляєш один вигин, на аркуші з’являються інші. Однак цього можна уникнути і тим істотно полегшити роботу. Сталевий лист потрібно укласти для правки нема на гладку плиту, як це зазвичай робиться, а на плиту-підкладку з безліччю дрібних затуплених горбків, рівномірно розташованих на її поверхні. В цьому випадку якість роботи має підвищитися, а трудомісткість – знизитися. Метал під ударами гумового молотка буде як би сам шукати своє місце. При цьому на аркуші утворюються ледь помітні хвилі, при шпаклівці і фарбуванні вони стануть заповнюватися і сприяти тому, що шпаклівка і фарба будуть триматися на металі дуже міцно. Нерівності після покриття металу абсолютно непомітні. Єдина складність-як виготовити вимагається плиту-підкладку. У домашніх умовах її дійсно виготовити важко: горбки зазвичай отримують, прорізаючи на гладкій плиті велике число взаємно пересічних і розташованих близько одна від одної канавок. Зробити це можна на стругальному або фрезерному верстаті, тому, якщо є така можливість, краще нею скористатися.
У своїй практичній роботі слюсар часто стикається з правкою металу того чи іншого профілю або з правкою заготовок.
Правка є підготовчою операцією. Вона може проводитися двома способами: механічним способом – із застосуванням правильних валків, пресів і різних пристосувань і ручним – із застосуванням сталевого загартованого молотка, кувалди, ковадла або плити і допоміжного інструменту – гладилки.
При ручній правці краще користуватися молотком з круглим бойком для запобігання забоїн і вм’ятин на поверхні випрямляються заготовок. Поверхня бойка молотка повинна бути ретельно відшліфована.
Для правки деталей з остаточно обробленою поверхнею, а також тонких сталевих виробів або заготовок з кольорових металів і сплавів застосовують молотки з м’яких матеріалів – мідні, латунні, свинцеві, дерев’яні.
При правці тонкого дроту і тонкого смугового і листового металу застосовують металеві та дерев’яні оправлення, гладилки і прокладки.
Правка смугового і листового матеріалу. При правці викривленої смуги останню утримують лівою рукою і на ковадлі або плиті наносять удари молотком по опуклим місцях широкої сторони смуги, перевертаючи в міру необхідності смугу з одного боку на іншу.
Сила удару регулюється в залежності від величини викривлення і товщини смуги.
Після закінчення правки широкої частини смуги приступають до правки ребра, спочатку сильними ударами, а потім слабкими, повертаючи смугу після кожного удару з одного ребра на інше.
Перевірка випрямленою смуги проводиться на око, а більш точно – лінійкою або на розмічальної плиті.
Правку тонкої смугової сталі виробляють іншим способом, так як від ударів молотком по опуклому ребру тонка смуга буде згинатися в сторони, а дотичні з плитою місця будуть злипатися.
Тонку смугу правлять на плиті: притиснувши її лівою рукою, правою наносять удари молотком по всій довжині смуги, поступово переходячи від нижньої кромки до верхньої, як зазначено на фіг. 69.

Спочатку удари повинні бути сильними, а в міру переходу до верхнього краю вони повинні бути слабкіше, але наноситися частіше. Така правка сприяє витягуванню нижньої кромки, і смуга стає рівною.
Правка листового матеріалу – більш складна операція, так як опуклості на листах в більшості випадків бувають в середині або ж розкидані по всій поверхні листа, і при ударі молотком по опуклим частинам останні не тільки не будуть зменшуватися, а навіть збільшаться за своїми розмірами.
Тому правку листового матеріалу треба вести так:
Лист кладуть на плиту і опуклості обводять крейдою або олівцем. Підтримуючи лист лівою рукою, правою наносять удари молотком від краю листа у напрямку до опуклості, як показано на фіг. 70 стрілками. Удари слід наносити часті, але не сильні. Під дією таких ударів рівна частина листа буде збільшуватися, а опуклість поступово випрямлятися.

У міру наближення до опуклості удари слід робити частіше і слабкіше, одночасно треба стежити, чи поліпшується поверхня листа, чи не залишаються на ньому сліди від ударів молотком і усувається опуклість.
Якщо на аркуші є кілька опуклостей, то удари слід наносити в проміжках між опуклостями, в результаті цього лист розтягується і все опуклості зводяться в одну загальну опуклість, яку виправляють звичайним способом, тобто йдучи від країв нипуклости до середини. Після цього лист перевертають і легкими ударами молотка остаточно відновлюють його прямолінійність.
Дуже тонкі листи вирівнюють на рівній і гладкій плиті.
Правка пруткового матеріалу і валів. Довгі прутки і дріт правлять, пропускаючи через фільєри в протяжних верстатах або через обертові ролики в спеціальному правйльном верстаті, або вручну на плиті. Цим способом правлять також і короткі заготовки. Перевірка прямолінійності прутків і заготовок проводиться на плиті або на око.
Вали і заготовки великого перерізу випрямляють на ручному або механічному пресі, для чого вал або заготовка встановлюються на призми столу преса опуклою частиною вгору. Відстань між призмами регулюється.
Зазвичай воно коливається в межах 150-300 мм . Правку виробляють натиском гвинта на опуклу частину вала.
ВалЛіквідації дефектів, але і після зварювання, паяння і вирізання заготовок з листа під впливом температур.
- ручна правка підійде в разі, якщо необхідно виправити дрібні дефекти. Для її виконання використовуються такі інструменти, як кувалди на основі чавунної і сталевої плити, а також ковадла. Вимагає великих зусиль.
- як правило, сьогодні застосовується машинна правка і гнучка . Вона забезпечує більш якісний результат, крім того, цей процес значно легше. Виконується за допомогою пресів і валиків.
Для правки найкраще підійдуть молотки з круглим бойком, які мають міцну ручку, а також іноді використовують слюсарні молотки і молотки з вставками з м’яких металів. Для правки листів використовують бруски.
У промислових масштабах використовуються тільки машинні методи. Заготівлю пропускають між валиками, які обертаються в різні боки. Під їх тиском метал стає рівним.
При використанні преса, заготовку поміщають на опори, потім на неї опускають прес, внаслідок чого заготівля також випрямляється. Як правило, при серйозних дефектах метал правлять під впливом температур. Оптимальною для цього температурою є 350-450 градусів, більше нагрівати не можна, так як можливий перепал.
При виконанні холодної правки температура повинна бути близько 140 градусів. При температурі 0 градусів правити не можна, так як метал стає крихким і ламається.
Процеси редагування та згинання металів використовуються повсюдно. При згинанні дуже важливо правильно розрахувати кут згину і пропорції. Для якісного проведення цих процесів необхідно хороше обладнання-згинальні верстати і преси.
Сучасні технології гнуття і правки металу на виставці
У травні в москві традиційно пройде металообробна виставка « ». На даному заході провідні інженери світу представлятимуть свої розробки.
На експозиції будуть показані якісні та надійні новітні верстати для роботи з металами, а на презентаціях пояснені інноваційні розробки. Виставка пройде в цвк»експоцентр”.













{kind=link}