


. Як правильно підготуватися і читати молитви вдома")



? підтримуй статут, і через якийсь час він сам підтримає тебе")

















Хід уроку
План
1. Правка металу.
2. Інструменти і пристосування, що застосовуються при правці металу.
3. Основні правила виконання робіт при правці металу.
4. Типові дефекти при правці металу, причини їх появи і способи попередження.
5. Правила безпеки праці при правці металу.
Ми повинні навчитися робити все так добре,
Як тільки можемо, і виявляти свої помилки.
Карл раймонд поппер
Привіт, шановні студенти!
Перш ніж перейти безпосередньо до предмету нашого розгляду, це знайомство з технологією правки металу, дозволю собі розповісти трохи про організацію праці, про
Те, як обладнати робоче місце, які вибрати інструменти і які використовувати
Матеріали. Отже, почнемо….
Обладнання робочого місця-річ далеко не остання, хоча багато часто зовсім
Не приділяють уваги цьому моменту. Неважливо, що у вас є в наявності, будь це
Невеликий ящик з інструментами або ціла майстерня, – порядок повинен бути скрізь. І
Від того, як швидко ви знайдете потрібний вам інструмент, залежить швидкість виконання
Тієї чи іншої роботи. А крім того, набагато приємніше, коли все лежить на своєму місці і
Завжди під рукою.
Металопрокат, труби і листова сталь через неправильні прийоми транспортування
І зберігання бувають покороблені, погнуті. Для усунення цих дефектів застосовують
Правка-це операція по випрямленню вигнутого або покоробленного металу, який можна піддавати тільки пластичні матеріали: алюміній, сталь, мідь, латунь, титан.
Розрізняють два види правки металу: правка в холодному стані і в гарячому. Правку здійснюють
 на спеціальних правильних плитах, які виготовляють з чавуну або сталі.
на спеціальних правильних плитах, які виготовляють з чавуну або сталі.
Правку дрібних деталей можна виробляти на ковальських ковадлах. Правка
Металів виконується молотками різних типів в залежності від стану
Поверхні і матеріалу деталі, що піддається правці.
При правці заготовок з необробленою поверхнею використовують молотки з
Круглими бойками масою 400г. Круглий бойок залишає на поверхні менші сліди, ніж квадратний.
При правці заготовок з обробленою поверхнею використовують молотки, що мають бойки з м’якими вставками (з міді, алюмінію), які не залишають слідів на поверхні. При правці листового матеріалу використовують дерев’яні молотки-киянки, а дуже тонкі листи правлять дерев’яними або металевими брусками –гладилками.
Правку здійснюють декількома способами: вигином, витягуванням і вигладжуванням.
Правку вигином застосовують при виправленні круглого (прутки) і профільного матеріалу, які
Мають досить великий поперечний переріз. В цьому випадку користуються молотками зі сталевими бойками. Заготівля розташовується на правильній плиті вигином вгору і удари наносять по опуклим місцях, згинаючи заготовку в сторону, протилежну наявному вигину. У міру виправлення заготовки силу удару зменшують.
Правку витягуванням використовують при виправленні листового матеріалу, що має опуклості
Або хвилястість. Виробляють таку правку молотками з бойками з м’яких металів або киянками. В цьому випадку заготовку укладають на правильну плиту опуклостями вгору і наносять часті несильні удари, починаючи від кордону опуклості, у напрямку до краю заготовки. Сила ударів поступово зменшується. При цьому метал витягується до країв заготовки і опуклість за рахунок цього витягування виправляється.
Правку вигладжуванням застосовують в тих випадках, коли заготівля має дуже малу товщину. Вигладжування здійснюють дерев’яними або металевими брусками. Заготівлю вигладжують на правильній плиті, витягаючи матеріал за допомогою гладилок від краю нерівності до краю заготовки, і за рахунок витягування матеріалу домагаються вирівнювання поверхні заготовки.
 інструменти і пристосування, що застосовуються при правці
інструменти і пристосування, що застосовуються при правці
Правильні плити виготовляють з сірого чавуну з робочими поверхнями
1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0 м. На таких плитах правлять профільні заготовки і
Заготовки з листового і смугового матеріалу, а також прутки з чорного і кольорового
 рихтувальні бабки застосовують для правки рихтування заготовок з
рихтувальні бабки застосовують для правки рихтування заготовок з
Металів високої твердості або попередньо загартованих металів.
Рихтувальні бабки виготовляють із сталевих заготовок діаметром
200..250мм, їх робоча частина має сферичну або циліндричну форму.
 молотки при правці застосовують для прикладання силового
молотки при правці застосовують для прикладання силового
Зусилля в місці правки. Залежно від фізико-механічних
Властивостей оброблюваної заготовки і її товщини вибирають
 різні типи молотків. При правці заготовок з пруткового і
різні типи молотків. При правці заготовок з пруткового і
Смугового матеріалу застосовують молотки з квадратним і круглим
Для правки оброблених поверхонь застосовуються молотки з м’якими
Вставками з алюмінію і його сплавів або міді.

Кувалди являють собою молотки великої маси (2,0…5,0 кг) і
Використовуються для правки круглого і профільного прокату великого поперечного
Перетину в тих випадках, коли сила удару наноситься звичайним слюсарним молотком,
Недостатня для виправлення деформованої заготовки.

Киянки – це молотки, ударна частина яких виконана з дерева твердих
Порід, ними правлять листовий матеріал з металів високої пластичності.
Характерна особливість правки киянками в тому, що вони практично не
 залишають слідів на поверхні, що виправляється.
залишають слідів на поверхні, що виправляється.
Гладилки металеві або дерев’яні (з твердих порід дерева: бук, дуб,
Самшит) призначені для виправлення (вигладжування) листового матеріалу
Невеликої товщини (до 0,5 мм). Цей інструмент в процесі обробки, як
Правило, не залишає слідів у вигляді вм’ятин.
У своїй практичній роботі слюсар часто стикається з правкою металу того чи іншого профілю або з правкою заготовок.
Правка є підготовчою операцією. Вона може проводитися двома способами: механічним способом – із застосуванням правильних валків, пресів і різних пристосувань і ручним – із застосуванням сталевого загартованого молотка, кувалди, ковадла або плити і допоміжного інструменту – гладилки.
При ручній правці краще користуватися молотком з круглим бойком для запобігання забоїн і вм’ятин на поверхні випрямляються заготовок. Поверхня бойка молотка повинна бути ретельно відшліфована.
Для правки деталей з остаточно обробленою поверхнею, а також тонких сталевих виробів або заготовок з кольорових металів і сплавів застосовують молотки з м’яких матеріалів – мідні, латунні, свинцеві, дерев’яні.
При правці тонкого дроту і тонкого смугового і листового металу застосовують металеві та дерев’яні оправлення, гладилки і прокладки.
Правка смугового і листового матеріалу. при правці викривленої смуги останню утримують лівою рукою і на ковадлі або плиті наносять удари молотком по опуклим місцях широкої сторони смуги, перевертаючи в міру необхідності смугу з одного боку на іншу.
Сила удару регулюється в залежності від величини викривлення і товщини смуги.
Після закінчення правки широкої частини смуги приступають до правки ребра, спочатку сильними ударами, а потім слабкими, повертаючи смугу після кожного удару з одного ребра на інше.
Перевірка випрямленою смуги проводиться на око, а більш точно – лінійкою або на розмічальної плиті.
Правку тонкої смугової сталі виробляють іншим способом, так як від ударів молотком по опуклому ребру тонка смуга буде згинатися в сторони, а дотичні з плитою місця будуть злипатися.
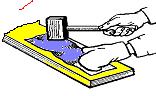
Тонку смугу правлять на плиті: притиснувши її лівою рукою, правою наносять удари молотком по всій довжині смуги, поступово переходячи від нижньої кромки до верхньої, як зазначено на фіг. 69.

Спочатку удари повинні бути сильними, а в міру переходу до верхнього краю вони повинні бути слабкіше, але наноситися частіше. Така правка сприяє витягуванню нижньої кромки, і смуга стає рівною.
Правка листового матеріалу – більш складна операція, так як опуклості на листах в більшості випадків бувають в середині або ж розкидані по всій поверхні листа, і при ударі молотком по опуклим частинам останні не тільки не будуть зменшуватися, а навіть збільшаться за своїми розмірами.
Тому правку листового матеріалу треба вести так:
Лист кладуть на плиту і опуклості обводять крейдою або олівцем. Підтримуючи лист лівою рукою, правою наносять удари молотком від краю листа у напрямку до опуклості, як
Бізнес план: як відкрити власний міні-завод
Насправді зараз заводи – це не тільки побудовані в радянські часи махини і європейські колоси – лідери галузей. Існують і міні-заводи, які цілком собі в силах скласти хорошу конкуренцію в руках навіть невеликого підприємницького справи. І у такого специфічного виду є свої незаперечні переваги, якими можна і потрібно користуватися.

Зміст
Переваги виробничих комплексів невеликих розмірів
– мобільність. Природно основні плюси виходять з головного відмінності таких заводів – їх розмірів. Міні-заводи звичайно не викликають труднощів в збірці. І немає необхідності шукати площу в кілька гектар, відповідно можливо значно заощадити на орендній платі. А в разі необхідності досить швидко влаштувати переїзд своєму заводу.
– економічність. Економія проявляється у всьому. Починаючи від цін на виробниче обладнання і закінчуючи кількістю витрат на зароблену плату. Адже на міні-комплексі буде задіяно набагато меншу кількість людських ресурсів. Однак пам’ятайте, що найчастіше ремонтні та профілактичні роботи такою економністю не відрізняються.
– ефективність. На подібних міні-заводах використовуються відрізняються від стандартних підприємств технології. Це нова гілка розвитку виробництва, тому застосування інших ресурсів укупі з технологіями дозволяє розвиватися швидше і ефективніше.
– екологічність. У наш час, особливо, якщо ви йдете шляхом європейських стандартів, а не робити цього на світовому ринку практично неможливо, екологічність для вашого підприємства не залишиться на останньому місці. Процеси переробки відходів, використання вторсировини-все це не тільки забезпечує потрібний рівень «чистоти» заводу і навколишнього середовища, але і є потужним маркетинговим засобом в умілих руках.
– ексклюзивність. Все більшу популярність завойовує можливість створювати нестандартні рішення і всіляко виділятися серед конкурентів. Та й ціна на подібні речі відрізняється від ринкової ціни на стандартні речі в більшу сторону.
– підтримка від держави. Зараз в різних країнах, в тому числі і в росії, створено безліч програм для підтримки розвитку ідей малого бізнесу. Якщо ви плануєте використовувати соціально значущі напрямки, у вас є всі шанси отримати субсидії від державних структур. Екологічність виробництва, до речі, відноситься якраз до субсидованого напрямку. І не обов’язково на це можуть розраховувати тільки бізнесмени, починаюча справа в столиці. Невеликі міста також підпадають під програму, а почати там справу часто простіше. (до слова, багато хто починає взагалі з гаражного виробництва).

Різноманіття видів
На даному етапі розвитку цієї сфери бізнесу, можна виділити кілька основних напрямків, виходячи з галузей, до яких відносяться міні-заводи.
– будівельна галузь. Це підприємства виробляють різного роду будівельні матеріали, бетон, цегла, суміші для розчинів, різні види плитки – від тротуарної, до керамічної, будматеріали для зовнішньої і внутрішньої обробки приміщень.
– харчова галузь. Сюди відносяться переробка продуктів харчування (наприклад м’яса або молока), консервування, випуск алкогольних і безалкогольних напоїв, виробництво хлібобулочних виробів. І комплекси призначені для підприємств громадського харчування.
– переробна галузь. Тут йдуть комплекси для переробки відходів, сміття, вторсировини.
– пакувальна галузь. Тарні виробництва, виробництво упаковки.
– галузь легкої промисловості. Виготовлення косметичних засобів, парфумерної продукції, побутових товарів, текстилю.
Необхідно відзначити, що це лише мала частина можливого списку, що складається з тих галузей, що зараз мають найбільшу популярність у підприємців. Саме вони володіють хорошими показниками віддачі і співвідношення окупності і вкладених ресурсів. Але ні в якій мірі не варто цим обмежуватися при виборі напрямку. Так, ви можете, наприклад, зупинити вибір на деревообробній галузі, або комплексі з виробництва метизної продукції, благо на ринку подібних послуг можливість вибору не обмежена нічим. І все що вам належить зробити перед тим, як зробити вибір – оцінити оптимальне для вас співвідношення ціни і якості, орієнтуючись за своїми бажанням і можливостям.
Що стосується вибору виробника для свого майбутнього обладнання, то вибір тут також не обмежений, в тому числі і країнами. Так, якщо раніше підприємці нашої країни зупинялися на пропозиціях в основному від західних виробників, то зараз все більше число бізнесменів вибирають китай. Їх якість незмінно зростає, виводячи на світовий ринок вже не поступаються іншим європейським маркам бренди, а ціни вигідно відрізняються. Тому, не зайвим буде ознайомитися як з усіма наявними пропозиціями, так і з відгуками тих, хто вже скористався тією чи іншою продукцією. Благо загальносвітовий доступ до інформаційної мережі дозволяє робити це з максимальним охопленням.

Пропозиції від китайських виробників обладнання
– виробництво цегли. Сировиною для цієї галузі є глина або відходи металургійного і гірничодобувного виробництв, а також цемент і вода. Для фарбування використовуються пигментосодержащие речовини. Для виробництва пустотілої цегли – деревна тирса.
– виробництво і переробка молока. За допомогою комплексів цієї галузі проводиться розлив молока в тару. А також виробництво молочної та кисломолочної продукції. Такий як кефіри різної жирності, йогурти, масло і сири, кумис. Потужностей міні-заводу вистачає, щоб досягти показників переробки до 20 000 літрів молока різного виду – коров’ячого, верблюжого, кобилячого, козячого.
– виробництво піноблоків. Для налагодження виробництва не потрібно освоювати складні високі технології, та й сам процес дозволяє обходитися малими грошовими вкладеннями. Зате ідеально підходить для тих підприємців, хто хоче розвивати свій бізнес в будівельній сфері. Відмінною якістю такого міні-виробництва і одночасно конкурентною перевагою стане той факт, що подібне виробництво не вимагає площ, його можна організувати прямо на будівельному майданчику, тим самим скоротивши значну частину витрат на логістичну складову. Також підприємець, крім економії отримує можливість контролювати і якість своєї продукції, що безпосередньо впливає на попит. Окупність заводу з виробництва піноблоків в порівнянні з іншими видами виробництв-вкрай швидка.
– переробка сміття. Відмінною особливістю даного виду виробничого комплексу є те, що вам буде необхідно отримувати ліцензії від відповідних служб. Санітарно пожежної та власне ліцензія на переробку відходів. Однак, як і згадувалося раніше, саме екологічна спрямованість бізнесу дозволить вам стати учасником програм з підтримки підприємництва та отримати грант на розвиток своєї справи.
– виробництво комбікормів. Якщо ви плануєте розвивати свій бізнес в галузі сільського господарства, або самі є фермером, бажаючи знизити витрати на закупівлю і доставку комбікорму для своєї ферми, то ця сфера – для вас. Виробничий комплекс дозволяє орієнтуватися на випуск повнораціонних комбікормів для тварин і птахів, кормових концентратів і балансуючих кормових добавок.
– випуск туалетного паперу. Сировиною в подібному виробництві служить макулатура. Знову ж таки, у зв’язку з цим підвищується соціальна роль вашого підприємства, і ви можете розраховувати на різного роду пільги і субсидовану підтримку від держави. Ну і попит на подібну продукцію ніколи не ослабне, а значить при вірному плануванні і стратегії своєї справи, ви зможете домогтися хороших результатів.

Ціна виробничого комплексу
Вартість міні-заводу варіюється виходячи з вартості обладнання, необхідних витрат на доставку комплексу до покупця, митних витрат на оформлення документації та податків. Ціни на ринку різняться і від комплектності подібних заводів, а також потужності обладнання та його продуктивності. Тому, як писалося раніше, краще витратити більше часу, проаналізувавши всі пропозиції на ринку і скоротити можливі витрати вже на перших кроках своєї справи.
Так, наприклад, комплекс дозволяє виготовляти пористу цеглу, китайського виробництва з продуктивністю 10 000 штук за восьмигодинну робочу зміну буде коштувати в районі 25 тисяч доларів. Але такий же міні-завод, здатний за одну зміну виробляти в 10 разів більше, а також виробляти тротуарну плитку обійдеться вже в 130 000 доларів. Тому вибиратиКовадло.
Заготовки з необробленими поверхнями правлять сталевими молотками з круглим бойком, а з обробленими поверхнями – мідним або сталевим молотком через тонкий мідний або алюмінієвий лист. Тонкі листи правлять дерев’яними молотками, а дуже тонкі – гладилками. загартовані деталі і заготовки правлять рихтувальними молотками.
При правці потрібно правильно вибирати місця, по яких слід наносити удари. Удари повинні бути співмірними з величиною кривизни і поступово зменшуватися в міру переходу від найбільшого вигину до найменшого.
При правці прутків і смугового матеріалу заготовку кладуть опуклістю догори (рис. 15) і наносять сильні удари по опуклості, час від часу повертаючи виріб. Закінчують правку легкими ударами. Контроль якості правки здійснюють на око або лінійками.
Рис. 15. Правка смугового матеріалу вручну
Якщо тонка смуга вигнута по ребру, удари наносять носком молотка рядами, починаючи від увігнутої кромки, причому удари повинні бути сильніше у увігнутої частини (рис. 16). Скручені смуги затискають в лещата і виправляють важелями.

Рис. 16. Схема правки смугового матеріалу, вигнутого по ребру
Краю смугових заготовок, відрізаних па верстатах, мають зазвичай викривлення і хвилясту форму. перед правкою такі дефекти обводять крейдою або простим олівцем, укладають заготовку на плиту і наносять удари молотком рядами по всій довжині смуги, переходячи поступово від нижньої кромки до верхньої. Спочатку наносять сильні удари, а до верхньої кромки все слабкіше і частіше.
Сильно пружні прутки правлять на гвинтових пресах (рис. 17, б) або за допомогою струбцин (рис. 17, а). У першому випадку пруток укладають в призму опуклістю вгору і натискають гвинтом з призматичним наконечником.


Рис. 17. Правка в центрах: а-за допомогою струбцин, б-гвинтовим пресом
Найбільш складною операцією ручної правки є усунення дефектів листового металу. Найчастіше зустрічається два різновиди дефектів листових заготовок: хвилястість по краях і випучіни.
При правці заготовок, що мають хвилястість по краях листа (рис. 18), удари наносять від середини до країв. При цьому найбільш сильні удари повинні бути нанесені в середині, а в міру наближення до краю сила удару поступово знижується. Дуже тонкі листи вирівнюють, проводячи по ним гладилкою (рис. 19).

Рис. 18. Схема розподілу ударів при ручній правці на плиті

Рис. 19. Правка топкого листа вигладжуванням
Випучіни найчастіше зустрічаються по всій поверхні або в середині листа. Перед правкою крейдою або олівцем обводять випучіни, потім заготовку укладають на рихтувальну плиту опуклостями вгору. Розміри заготовки обов’язково повинні бути менше розмірів плити.
Після установки заготовки на плиту молотком наносять ряд ударів від країв до опуклості (рис. 20). удари повинні слабшати в міру наближення до опуклості. Правку зазвичай починають з найближчого краю до опуклості, потім переходять до другого краю і так далі. Якщо на поверхні заготовки є кілька малих опуклостей і вони близько розташовані один від одного, то в цьому випадку ударами молотка у країв окремих витріщин їх зливають в одну і потім правлять як описано вище.

Рис. 20. Схема ручної правки листового металу на плиті заготовки з випучинами
Загартовані деталі правлять (рихтують), поклавши опуклістю донизу і завдаючи слабкі часті удари від середини до країв. Вироби товщиною більше 5 мм з в’язкою серцевиною правлять як незагартовані. Залежно від виду рихтування застосовують і різні рихтувальні молотки. При рихтуванні точних деталей, де неприпустимі сліди від молотка, застосовують легкі молотки. Якщо при рихтуванні слід витягати метал, застосовують сталеві молотки масою 200-600 г або спеціальні рихтувальні молотки із закругленою вузькою стороною бойка.
Деформовані зварні конструкції з листів правлять, завдаючи ударів з боку западин, а не з боку опуклостей.
Правку стінок зварної коробки виробляють, завдаючи ударів по внутрішній стороні коробки. Але так як при цьому не можна повністю виправити лист, то при деякому зменшенні опуклості сильним ударом молотка створюють опуклість зі зворотного (зовнішньої) сторони і продовжують наносити удари з внутрішньої сторони по краю (кутку) коробки.
Для правки зварних конструкцій, а також деяких спеціальних деталей застосовують різні гвинтові пристосування.
Метал, що відвантажується металургійними заводами, може мати деякі деформації, що допускаються державними стандартами. Так, у товстолистової сталі допускають хвилястість уздовж листа і коробоватость поперек листа, що мають стрілку кривизни, рівну 12 мм на 1 м довжини або ширини листа.
В табл. Ii.2 вказані деформації виробів зі сталі і алюмінієвих сплавів, що допускаються стандартами. Крім деформацій, зазначених у табл. Ii.2, можливі також скручування профілів щодо поздовжньої осі (гвинт) і відхилення кута між полицями (або полицею і стінкою) від прямого. Однак ці деформації зустрічаються вкрай рідко. Спеціального обладнання для усунення цих деформацій немає, і зазвичай профілі зі значними деформаціями зазначеного виду бракуються або використовуються на дрібні деталі. Слід мати на увазі, що під час навантаження і розвантаження метал може отримати додаткові деформації.
Висока якість деталей і конструкцій в цілому може бути досягнуто, якщо їх виготовляють з листа і профілів, мають викривлення не більше 1-1,5 мм на 1 м. Так як фактичні деформації металу часто перевищують допустимі правилами виготовлення, на заводах металевих конструкцій доводиться частина металу правити.
Правку металу виробляють рядом способів, в залежності від характеру перетину, його розмірів, виду і марки металу. Найбільш широко застосовують три наступних способи правки: правка вигином в холодному (не нагрітому) стані, розтягуванням (також в холодному стані) і шляхом нагріву окремих ділянок металу полум’ям газових пальників. Правка вигином має два різновиди: одноразовим і багаторазовим вигином.
Щоб уникнути наклепу металу правку в холодному стані допускають, якщо початкові деформації крайніх волокон металу не перевищують 1 %. В табл. Ii.3 вказані максимальні початкові деформації металу, при яких можлива правка без нагріву.
При правці одноразовим вигином (рис. Ii.1, а) оброблювану деталь укладають на дві опори опуклою стороною вгору і згинають силою p в сторону, зворотну наявного викривлення.
Якщо деталь має на довжині l кривизну зі стрілкою fнач, то для її випрямлення необхідно створити зворотну пластичну (залишкову) кривизну зі стрілкою fпл = fнач.
При розробці технології правки одноразовим вигином технологу відомі: профіль виробу, його розміри, матеріал виробу і його характеристики, а також початкові деформації. У завдання технолога входять: визначення згинального моменту і сили p, необхідних для розвитку у виправленого вироби пластичних деформацій, величини вигину при правці і вибір верстата (за габаритами робочої частини і потужності).
Процес правки вигином підпорядковується законам пружно-пластичного і пластичного вигину. При правці виробів з деяких марок сталі і алюмінієвих сплавів враховують здатність цих металів зміцнюватися при деформуванні за межею плинності.
При правці одноразовим вигином оброблювана деталь знаходиться в об’ємному напружено-деформується стані. Однак, як показують численні дослідження, вплив напруг і деформацій, що розвиваються в площині, перпендикулярній до площини вигину, істотно позначаються на умовах вигину лише при відношенні радіуса вигину до висоти згинається елемента, що не перевищує 3-5.
Відношення радіуса вигину до висоти згинається елемента називають відносним радіусом вигину.
Процес правки одноразовим вигином відбувається при значно, великих величинах відносного радіусу, а тому зазначені напруги і деформації в розрахунках процесу правки не враховують.
Під дією сили p в тілі виправляється деталі (в площині вигину) виникають три види напруг: нормальні, що діють уздовж волокон елемента; нормальні, що діють у напрямку сили р, і сколюють. Останні два види напруг також мають малий вплив на зусилля і деформації при правці. При виведенні розрахункових формул виходять з припущення, що перетину виправляється деталі залишаються плоскими на всіх стадіях вигину.
З огляду на все сказане вище, технологічні розрахунки по правці одноразовим вигином ведуть, приймаючи спрощену схему напружено-деформованого стану металу – схему лінійного вигину. Фізичні властивості металу, зв’язок напруг і деформацій, модулі пружності і зміцнення приймають за спрощеними діаграмами розтягування.
У сталей класів з с24 по с40 включно зазвичай є майданчик плинності значної протяжності, а ступінь зміцнення за межею плинностіНевеликий. Спрощена діаграма розтягування для сталей цих класів наведена на рис. Ii.1, б.
Стали класів с45-с75, а також всі алюмінієві сплави зміцнюються відразу за умовною межею плинності. Характерна діаграма розтягування для цих металів показана на рис. Іл, в.
Ступінь зміцнення металів характеризується модулем зміцнення e1, який є тангенсом кута нахилу лінії діаграми на ділянці зміцнення до осі деформацій.
Залежно від відносного радіуса вигину, епюри внутрішніх напруг в перетинах виправляється елемента для обох груп металів можуть мати три види. Ці епюри показані на рис. Ii.1, б і в.ліві епюри відповідають пружному вигину, коли крайові напруги не перевищили σт. Права епюра для пластичних сталей відповідає виникненню шарніра пластичності, тобто у всіх волокнах напруга досягло σт.
Права епюра для зміцнюються металів показує, що зміцненню піддалися всі волокна перетину. Середні епюри відповідають такому ступеню вигину, при якій пластичні деформації або зміцнення поширюються тільки на частини перетину. Цю стадію вигину для обох груп металів називають пружно-пластичним вигином.
Для пластичних (не зміцнюються) металів величини згинальних моментів визначають за такими формулами:
– при вигині в пружно-пластичній стадії
– при вигині в пластичній стадії
Для зміцнюються металів при вигині в пружопластичної стадії
– при зміцненні всіх волокон згинається перетину
Де σт-межа плинності, кг / см2;
E1-модуль зміцнення, кг / см2;
W-пружний момент опору, см3;
Wa-момент опору пружного ядра перетину, відповідний епюрі напруг, заштрихованої на рис. Ii.2, в, см3;
H-висота виправляється елемента, см;
К1-відношення пластичного моменту опору до пружного;
Rн-радіус початкового вигину виправляється елемента, збільшений на 15-20%, м.
Модуль зміцнення е1 для сталей класів с60 і с75 досліджений ще недостатньо і його значення вимагають уточнення. В даний час e1 можна приймати рівним: для сталі с60-100000 кг/см2 і для сталі с75 – 120000 кг/см2. Для алюмінієвих сплавів e1 дорівнює приблизно 35000 кг/см2.
K1 залежить від форми перетину згинається елемента. K1 дорівнює: для прямокутника 1,5, для двотаврової балки при вигині в площині стінки 1,16, в площині полиць 1,7, для швелерів відповідно 1,18 і 2,2, для кола 1,7, для труб 1,28.
Для кутовий стали спершу слід знайти значення wпл, а потім к1. Пластичний момент опору для рівнобоких куточків при вигині в площині однієї з полиць визначають за формулою
Для нерівнобоких куточків: при вигині в площині малої полки
А в площині великої полиці
Де а-ширина більшої полиці нерівнобокого куточка, см;
B-ширина меншої полиці нерівнобокого куточка і полки рівнобокого куточка, см;
Δ-товщина полки куточків, див.
Висновок формул для визначення значення m для всіх стадій вигину пластичних (неупрочняющихся) сталей загальновідомий.
Формули для визначення m при вигині зміцнюються матеріалів отримані наступним чином. Епюри деформацій і напруг, викликаних згинальним моментом м, за умови зміцнення всіх волокон перетину мають вигляд, показаний на рис. Ii.2, а.
Згинальний момент m можна розглядати як суму двох згинальних моментів, перший з яких мпл викликає в перетині напруги, рівні σт, по всій висоті перетину, а другий мупр – напруги, що розподіляються по висоті перетину по трикутниках з максимальним значенням в крайніх волокнах, рівним δσ.
З діаграми напруга-деформація (рис. Ii.2, б) випливає, що з достатнім ступенем точності, вважаючи ет малою величиною.
Подовження крайнього волокна
І звідси
Сумарний згинальний момент
І остаточний
Другий член в дужках показує ступінь впливу зміцнення металу на величину згинального моменту. При визначенні точної величини m в дану формулу слід підставляти не радіус початкового викривлення, а повний радіус вигину деталі при правці, враховуючи пружиніння.
Згинальний момент в пружно-пластичної стадії менше згинального моменту в стадії зміцнення по всій висоті перетину при заданому радіусі вигину деталі на величину wаσт.
Момент опору wa (див. Ii.2, в) для всіх виправляються профілів можна знайти за формулою wa=b1a2/12 см3, де b1 – ширина пружного ядра, a – висота пружного ядра.
Це рівність вірно для прямокутного перетину і для будь-якого профілю, коли пружне ядро розміщується в межах стінки. Для кола ширини ядра b1 з достатньою точністю дорівнює діаметру кола, а для труби – подвійній товщині стінки.
У практиці ступінь кривизни деталей, як було зазначено вище, оцінюють величиною стрілки викривлення при хорді, що дорівнює 1 м.у розрахунках деформацій при вигині зручніше мати справу з радіусами кривизни. При правці в пружно-пластичної стадії кожному значенню згинального моменту m відповідає певна кривизна елемента і, отже, радіус кривизни r по нейтральній осі.
Зв’язок між m і r можна встановити наступним чином. Для пластичного матеріалу в пружно-пластичної стадії вигину, як показано вище, м = σтк1w-σтwа кг * див.
За цими ж формулами визначається r і для зміцнюється металу, але wa слід визначати, використовуючи формулу ii.3.
При правці в пластичній стадії зв’язок між m і r порушується через виникнення шарніра пластичності. У цій стадії деформації елемента є функцією переміщення сили p, тобто переміщення повзуна правильної машини.
Знайдений радіус вигину r є, строго кажучи, тільки в перетині, в якому прикладена сила р.
Експериментальні дослідження, проведені в цніітмаші, показали, однак, що при практичних співвідношеннях відстані між опорами до висоти виправляється елемента і практичної кривизні елементів, що мають місце при правці одноразовим вигином, можна вважати радіус кривизни постійним на всьому протязі між опорами.
Звідси легко встановити, що зв’язок між r по нейтральній осі і стрілою прогину f по крайньому внутрішньому волокну при хорді, рівній 1 м, визначається рівнянням
При виведенні цієї формули прийнято, що висота виправляється елемента h нескінченно мала в порівнянні з радіусом r.
При розрахунку деформацій елемента в ході правки одноразовим вигином слід враховувати явище пружиніння, тобто здатність матеріалу частково відновлювати свою первісну форму після зняття навантаження.
На рис. 11.2, г суцільною лінією показаний брус, який отримав в результаті додатка згинального моменту m кривизну з радіусом rг. Центральний кут вигнутого бруса позначений через аг. Після зняття навантаження кут аг зменшиться на величину δα і стане рівним α0; при цьому кінцеві перетину розглянутої частини бруса повернуться на кут δα:2.
При пружиненні зовнішнє волокно вкоротиться на величину
Довжина зовнішнього волокна до пружиніння буде дорівнює:
Для практичних цілей можна вважати, що h:2 є величиною другого порядку малості в порівнянні з rг.
Звідси відносна деформація зовнішнього волокна
Пружиніння відбувається за законом пружної роботи матеріалу.
Умовна напруга стиснення в волокні
Значення кута пружиніння δα знаходять з рівності моментів зовнішніх і внутрішніх сил при пружиненні:
Умовний момент пружиніння мпруж дорівнює згинального моменту, який викликав початковий вигин бруса з радіусом rг. Незважаючи на рівність моментів, що діють у взаємно зворотних напрямках, брус залишається викривленим. Це пояснюється тим, що при вигині деформації розвивалися за законами пружно-пластичного або пластичного вигину, а при пружиненні – за законом пружного вигину.
Радіус кривизни внутрішньої поверхні виправляється бруса після пружиніння rов можна визначити, склавши рівняння деформації крайніх внутрішніх волокон, що мають радіус кривизни до пружиніння rb:
Ho так як α = α0 + δα, то рівняння приймає вигляд δα(rг – rв) = α0rов – (α0+δα)rв.
Після перетворення отримаємо:
Складна залежність між m і формою виправляється (згинається) елемента допускає точне рішення задач правки одноразовим вигином тільки шляхом поступового наближення.
З огляду на це, а також варіантність фактичних властивостей металів, в практиці величину згинальних моментів визначають за формулами ii.2 і ii.4, приймаючи значення σт за графіком на рис. I. 4, а потім і силу p за формулою
При визначенні необхідної величини rг, що забезпечує виправлення елемента, теоретичні розрахунки замінюють пробної правкою.
Правку виробів одноразовим вигином виробляють на горизонтальних правйльно-згинальних пресах (рис. Ii.3).
На цих верстатах площина вигину збігається з горизонтальною площиною. Виправляється елемент 1 притискається до опор 2, а необхідний тиск для вигину створюється повзуном 3.
Відстань між опорами преса l можна змінювати, що дозволяє регулювати залежність між m і р.при налаштуванні верстата для правки можна збільшувати або зменшувати відстань b між площиною упорів і повзуном відповідно до розмірів виправляється вироби.
У момент правки повзун здійснюєБездоганний візуальний стиль. Тільки так можна донести до клієнта, що ви відповідально підходите до якості своєї роботи.
І звичайно ж сайт, якщо вже мова зайшла про нього повинен бути інформативний. В першу чергу це пов’язано з тим, що потенційний покупець навряд чи має уявлення про всі позитивні якості наливних 3d-підлог. А отримавши не тільки фото, яке йому сподобається, але і додаткову інформацію, він стане на кілька кроків ближче до укладення з вами угоди.
Але і ви повинні знати свій продукт як свої п’ять пальців, тому що не всі покупці будуть відвідувати сайт, в більшості своїй з ними будете спілкуватися ви особисто.
І так, в залежності від обсягів ваших замовлень, можливо знадобиться наймати і навчати персонал. У будь-якому випадку, працювати одному в цій сфері не вийде. Тому краще заздалегідь потурбуватися своїм штатом.
&1&
Види наливних підлог і їх особливості
Взагалі наливні підлоги виконуються не тільки з 3d-малюнком. Це тільки один з можливих видів. І швидше за все ви не будете спеціалізуватися тільки на одному виді, це не так вигідно.
Адже бувають ще підлоги зі звичайним графічним зображенням, з популярною на багатьох поверхнях фотодруком. Є декоративні підлоги з вкрапленнями (як ми писали вище – черепашки. Прикраси, намистини, флуоресцентні елементи). Замовляють і підлоги з ручним розписом, і імітують природні матеріали, наприклад дерево або камінь, і однотонні. Якщо ваша фірма зможе запропонувати всі типи подібного продукту, то кількість замовлень різко зросте, ви зможете охопити набагато більше потенційної аудиторії, а різноманітність послуг дозволить ще й вигідно відрізнятися від деяких конкурентів.
Але, так як мова в першу чергу йде про підлогах в 3d-виконанні, важливо знати в чому ж їх позитивні якості полягають.
По-перше, це унікальне дизайнерське рішення. Клієнт отримує не просто послугу, а ексклюзивну річ. У найближчому його оточенні він навряд чи знайде подібне виконання приміщення. А люди люблять вигідно виділятися.
По-друге, подібна підлога екологічно чиста. І якщо у нас в країні екологічність ще не зайняла перші позиції в умах людей, то наприклад в європі та америці, це самий що ні на є тренд. А для тих, кому все ж не важлива екологія повідомте, що така підлога позбавлений неприємних запахів, а відсутність шкідливих випарів дозволить не нашкодити його здоров’ю.
По-третє, за такою підлогою легко доглядати. На поверхні наливної підлоги немає ні тріщин, ні пір, ні зазорів. А тому він буде гірше схильний до забруднення і його легко чистити. До речі, відсутність тріщин і стиків – саме по собі додаткова перевага.
По-четверте, наливні підлоги вкрай міцні, пожежобезпечні і водонепроникні. Чим не універсальність?
У підсумку ми отримуємо відмінний бізнес, який володіє незаперечними перевагами:
- немає необхідності вкладати дуже великі гроші. Навчання, матеріали, інструменти, реклама.
- мала поширеність на ринку дозволить щільно влаштуватися в своїй ніші в залежності від регіону. Не доведеться виривати зубами частку ринку у конкурентів.
- сам по собі наливна підлога з декоративними елементами несе в собі творчий підхід, ви зможете з душею підходити до підбору варіантів для своїх майбутніх клієнтів.
- швидка окупність. Так як серед клієнтів будуть потрапляти як приватні власники квартир, так і інші бізнесмени, які бажають вигідно змінити вигляд свого закладу, при належному підході вкладені кошти окупляться протягом невеликого періоду часу. Півроку-рік.
Ще 1000 кращих бізнес-моделей, ви можете знайти в розділах: бізнес ідеї або франшиза
А).
Нагрівання виробів ведуть приблизно до 600°. У початковій стадії правки нагрівається зона розширюється, за рахунок чого початкова кривизна елемента збільшується. В цей час в ненагреваемой частини перетину виникають реактивні напруги (рис. Ii.8, б).
При температурі 600° метал в нагрітій зоні стає пластичним, значення σв і σт падають майже до нуля, і в цей момент реактивні напруги холодної частини перетину починають згинати елемент у зворотний бік, викликаючи при цьому пластичну осадку (вкорочення) нагрітих волокон.
При охолодженні нагрітої частини її волокна коротшають і вигинають елемент в ту ж сторону, що і реактивні напруги. Після повного охолодження довжина волокон нагрівається ділянки стає менш своєї початкової довжини і елемент виправляється (рис. Ii.8, б).
При правці нагріванням слід мати на увазі, що властивості металу в зоні нагріву можуть дещо змінюватися. Ступінь впливу нагріву збільшується зі збільшенням кількості нагрівів.
На рис. Ii.8, г показана залежність значень σв, σт і δ стали 10хснд товщиною 25 мм від кількості її нагрівів при правці. З цього малюнка випливає, що зі збільшенням кількості нагрівів значення σв і σт знижуються.
Ці дослідження дають підставу рекомендувати при правці нагрівати одну зону не більше одного разу. При необхідності продовження правки слід нагрівати сусідні ділянки. Практично загальну кривизну виробів виправляють шляхом її перегинів нагріванням в декількох місцях по довжині.
При правці термічно зміцнених сталей температура нагріву стали не повинна перевищувати щоб уникнути разупрочнения стали температуру високого відпустки.
Теоретичні основи правки виробів місцевим нагріванням полум’ям газового пальника почали розробляти лише в останні роки.
Верстати для правки в цеху підготовки металу зазвичай встановлюють під підкрановими балками, в зоні, що не обслуговується кранами і, отже, завжди вільної. Столи правильних верстатів виходять в різні прольоти цеху. Виправлений метал може бути поданий самим верстатом в будь проліт в залежності від розміщення штабелів для зберігання металу.
На рис. Ii.9 показаний приблизний план цеху підготовки металу. Залізничні колії позначені цифрою 1, майданчик для сортування металу 2, ворота для в’їзду автомашин 3, вуглоправильні вальці 4, вагонеткові колії 5, листоправильні вальці 6, майданчик для зберігання ділових відходів 7, горизонтальний правильно-згинальний прес 8.
Деякі заводи зі своїх відходів виготовляють дрібні деталі для інших підприємств. Часто це виявляється досить доцільним з економічної точки зору. В цьому випадку в цеху підготовки металу встановлюють ніж 9 для різання відходів і організують біля нього майданчик 10 для оброблення, сортування і зберігання відходів і готових деталей.











")






{kind=link}